













Hydrauliczna maszyna do formowania styropianu, EPS lub EPC
opis2
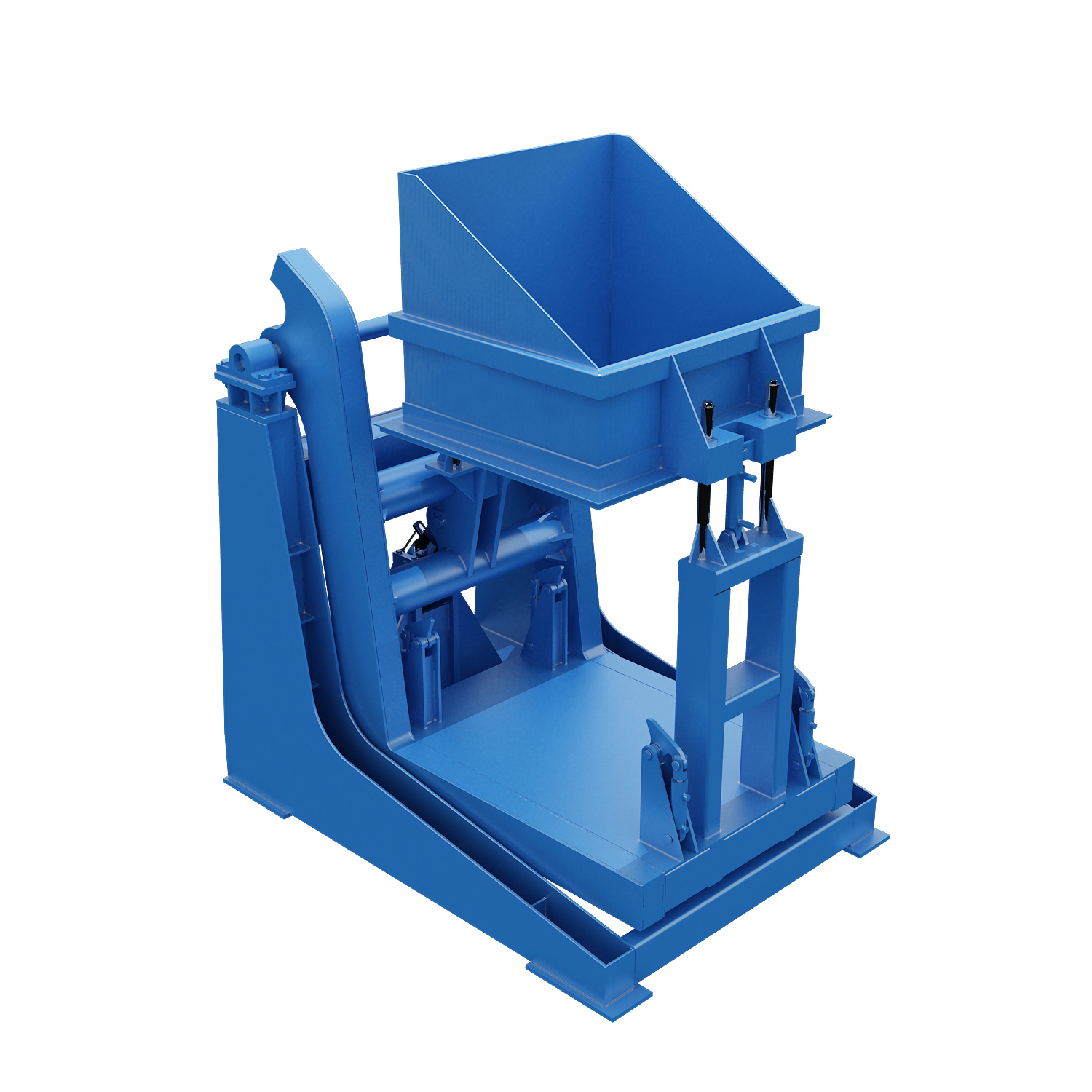
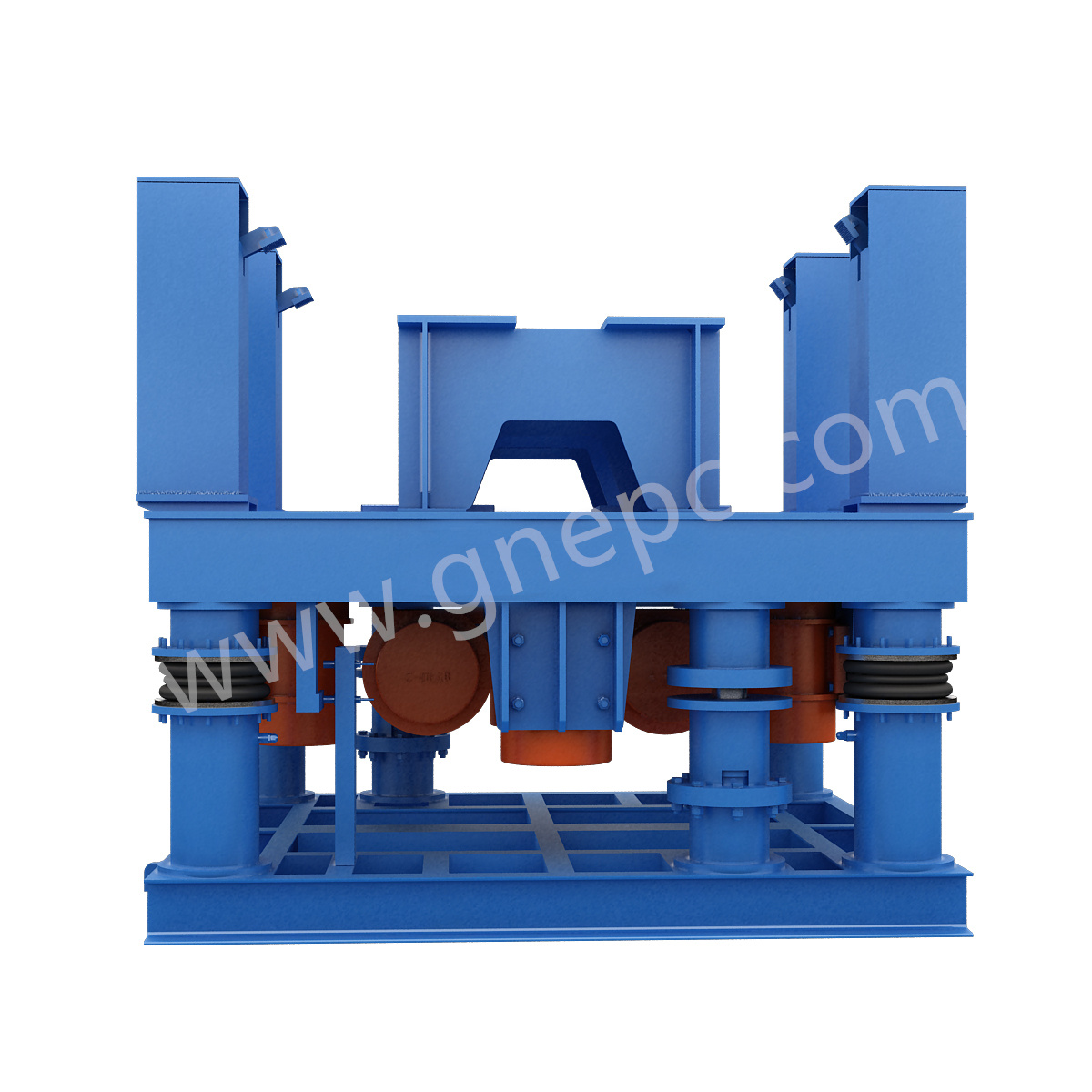
ekspozycja produktu


Główne parametry techniczne
NIE. | nazwa | jednostka | ROCX-Ⅱ(01) | ROCX-Ⅱ(02) | ROCX-Ⅱ(02) | ROCX-Ⅱ(03) | ROCX-Ⅱ(04) | ROCX-Ⅱ (03) | |
1 | rozmiar tabeli | mm | 1200*1000 | 1500*1200 | 1500*1500 | 1800*1500 | 1800*1800 | 2800*2200 | |
2 | standardowa efektywna podróż (można zamówić) | M | 1,0 m | 1,5 m | 1,5 m | 1,5 m | 1,5 m | 1,8 m | |
3 | minimalna odległość pomiędzy ruchomymi i nieruchomymi formami | mm | 100mm | 100mm | 100mm | 100mm | 100mm | 100mm | |
| 4
| słup prowadzący
| średnica zewnętrzna | mm | φ65mm | φ65mm | φ65mm | Φ70mm | Φ70mm | φ75mm |
ilość | liczyć | 4 | 4 | 4 | 4 | 4 | 4 | ||
5 | hydrocylinder | średnica | mm | Φ100*1 | Φ100*2 | Φ100*2 | Φ125*2 | Φ125*2 | Φ125*4 |
6 | maksymalna prędkość pracy ruchomej formy | mm/s | 190 | 190 | 190 | 190 | 190 | 190 | |
| 7
| układ parowy
| główne wejście | cal | 1" | 1" | 1" | 1" | 1" | 1" |
wlot formy | cale*szt | 1"×2 | 1"×2 | 1"×2 | 1"×3 | 1"×3 | 1"×4 | ||
ciśnienie robocze | MPa | 0,3 ~ 0,6 | 0,3 ~ 0,6 | 0,3 ~ 0,6 | 0,3 ~ 0,6 | 0,3 ~ 0,6 | 0,3 ~ 0,6 | ||
konsumpcja | kg/cykl | 3~6 | 3 ~ 3,75 | 3 ~ 3,75 | 6 ~ 9 | 6 ~ 9 | 8 ~ 12 | ||
| 8
| układ wody chłodzącej
| główne wejście | cal | 1" | 1" | 1" | 1" | 1" | 1" |
wlot formy | cale*szt | 1"×2 | 1"×2 | 1"×2 | 1"×2 | 1"×2 | 1"×3 | ||
ciśnienie robocze | MPa | 0,4 ~ 0,5 | 0,4 ~ 0,5 | 0,4 ~ 0,5 | 0,4 ~ 0,5 | 0,4 ~ 0,5 | 0,4 ~ 0,5 | ||
konsumpcja | kg/cykl | 25 ~ 70 | 25 ~ 70 | 40 ~ 90 | 40 ~ 90 | 40 ~ 90 | 40 ~ 90 | ||
temp | ℃ | 20 ~ 45 | 20 ~ 45 | 20 ~ 45 | 20 ~ 45 | 20 ~ 45 | 20 ~ 45 | ||
| 9
| sprężony gaz
| główne wejście | Cale | 1" | 1" | 1" | 1" | 1" | 1" |
ciśnienie robocze | MPa | 0,6 ~ 0,8 | 0,6 ~ 0,8 | 0,6 ~ 0,8 | 0,6 ~ 0,8 | 0,6 ~ 0,8 | 0,6 ~ 0,8 | ||
konsumpcja | m3/cykl | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | ||
10 | kanalizacja | Średnica rury | cale*szt | 2"×2 | 2"×2 | 2"×2 | 2"×2 | 2"×2 | 2"×2 |
11 | silnik elektryczny |
| kW/obr./min | 4KW | 5,5 kW | 5,5 kW | 7,5 kW | 7,5 kW | 5,5 kW |
12 | pojemność baku | L |
| 200 | 240 | 240 | 240 | 240 | 240 |
13 | czas formowania | s/cykl | 90 ~ 180 | 90 ~ 180 | 90 ~ 180 | 90 ~ 180 | 90 ~ 180 | 90 ~ 180 | |
Wydajność produktu i funkcje szczegółowe wprowadzenie produktu
Ten produkt jest wyspecjalizowaną hydrauliczną maszyną do formowania pianki traconej, która wykorzystuje sterowanie komputerowe i ma stosunkowo lepszy poziom automatyzacji.
Szybka prędkość otwierania i zamykania maszyny jest ponad trzykrotnie większa niż w przypadku przekładni ślimakowej i przekładni śrubowej, z zaletami takimi jak duża prędkość, dokładna rezerwacja szwów, wysoka wydajność produkcji i wygodna obsługa.
Przewaga sprzętu
Odlewanie pianki traconej poczyniło znaczne postępy zarówno w technologii procesowej, jak i optymalizacji sprzętu od czasu jej powstania w Chinach na początku lat 90-tych. Na rynku pojawiła się duża liczba producentów sprzętu do odlewania traconej pianki, wśród których jest kilka przedsiębiorstw produkujących sprzęt, które uważają technologię odlewania traconej pianki za zbyt uproszczoną. Wiedzą o tym, ale nie wiedzą dlaczego. Używają prostego sprzętu pakującego dostępnego na rynku do wytwarzania traconych białych form z pianki, powodując różne problemy, takie jak wady powierzchni, deformacje, niewystarczająca wytrzymałość, niewystarczające wypełnienie i odchylenie wielkości białych pleśni.
Specyficzne właściwości są następujące:
- Unikalny system napełniania kulek (niemiecka technologia, podawanie impulsowe) - pełne wypełnienie kulek i gładka powierzchnia.
- Unikalny pistolet do materiału - szybkie wypełnianie koralików w różnych częściach wnęki modelu w wielu kierunkach.
- Oprogramowanie do obsługi komputera - oprogramowanie opracowane specjalnie dla procesu traconej piany w oparciu o ekrany komputerowe i automatyczne sterowanie PLC.
- Unikalny proces podawania impulsowego pod wysokim ciśnieniem - zapewniający, że białe formy o różnych skomplikowanych strukturach są pełne i nie zdeformowane.
- Poprawa efektywności produkcji - Idealne połączenie różnych systemów całej maszyny skutkuje wysoką wydajnością produkcji.
Charakterystyka wydajności
Szablon tej maszyny wykorzystuje sztucznie starzone stalowe płyty oraz cztery hartowane i odpuszczane filary prowadzące, tworząc sztywną ramę, wysoką wytrzymałość i odporność na korozję.
Przekładnia przyjmuje tryb mechanizmu różnicowego cylindra hydraulicznego.
Urządzenia elektryczne, elementy pneumatyczne i zawory to marki dobrze znane w kraju i za granicą, charakteryzujące się stabilną i niezawodną pracą oraz długą żywotnością.
Przyjęcie programowalnego sterownika PLC i sterowania za pomocą ekranu dotykowego, automatycznie kończące proces formowania.
Dzięki cyfrowemu enkoderowi do kontrolowania rozmiaru mocowania odchylenie modułu jest niewielkie, a biała forma jest gładka, co zapewnia przeprowadzenie kolejnego procesu.